Impedans Octiv VI Probes extend its range of application from semiconductor to biomedical field. Octiv VI probes provide live and cost-effective solutions to RF measurements including current, voltage, phase and impedance etc. in CW and pulsed RF/DC environments for all kind of thin film deposition processes including organic and inorganic films. These measurements provide crucial insights into the tool performance enabling correlation of electrical variables with process parameters like ion flux, and deposition rates etc.
A recent publication in Journal of Applied Polymer Science highlights the application of Impedans Octiv Poly VI probe in deposition of plasma polymer films. Octiv measurements played a key role in identifying the power range for deposition of thin polymer films with good structural retention and improved stability.
A capacitively coupled (at 13.56MHz) reactor shown in figure 1 was used to produce polymer films at a glass coverslip (13 mm diameter) placed in the center of the bottom electrode. The sandalwood oil precursor degassed by freeze thaw cycling with liquid nitrogen was introduced into the chamber for plasma polymerization process. The ion flux to the RF electrode was measured using an Impedans Octiv V-I probe placed in series between the matching network and the RF electrode.
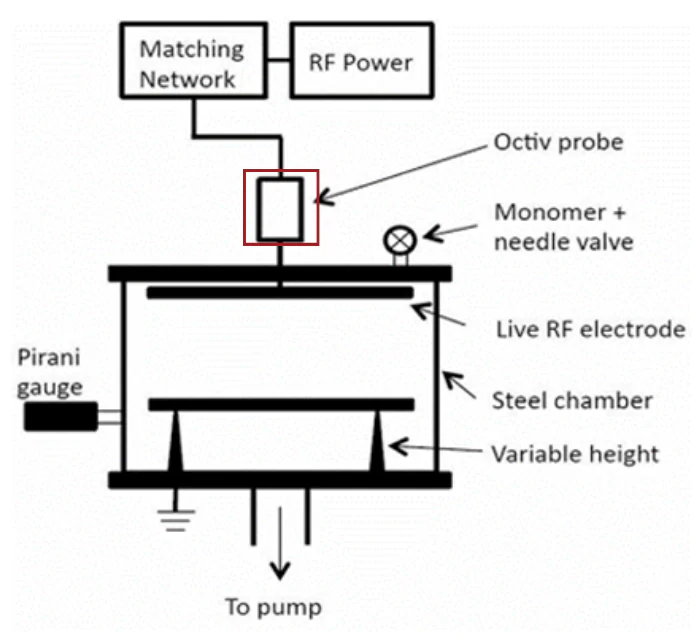
Figure 1 Schematic of the CCP reactor showing main components.
Sandalwood oil polymer coatings were deposited at various applied RF powers ranging from 2 W to 50 W. Retention of structure in plasma polymer films is a two step process. First, precursor molecules must be activated in the plasma (forming radicals or ions) without significant fragmentation, and then these activated species must be incorporated into the films via plasma-surface interactions.
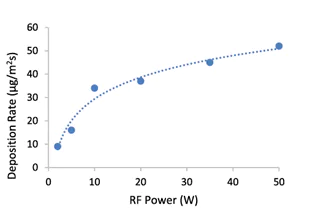
Figure 2 Deposition rate of sandalwood oil plasma polymers versus RF power.
Figure 2 plots the deposition rate against RF power and shows a monotonic increase in deposition rate with RF power. The deposition rate increased from 9 μg/m2s at 2 W to 52 μg/m2s at 50W which is expected as the ion flux increases with power upto 30 W and then decreases as shown in figure 3.
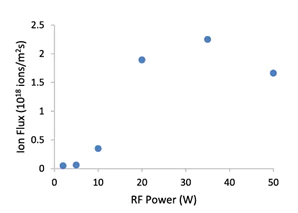
Figure 4 Ion flux versus RF power for sandalwood oil plasmas.
The variation of ion flux with power is due to changes in the power efficiency coupling, which can vary with operating pressure and plasma density. This also reflects the alternate mechanism of ion formation and hence the film structure as shown in figure 4.
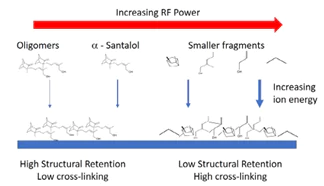
Figure 4 Effect of increasing RF power on film deposition and cross linking.
Octiv measurements helped the researcher to understand the chemistry of sandalwood oil film deposition process at various power. The study demonstrates that moderate RF power (20 W) results in thin films which retain good structural retention while also exhibiting cross-linking and increased film stability.
Utilizing Impedans’ Octiv VI probe to measure ion flux reaching on the electrode offers direct insights into the deposition process enabling improved understanding of the deposition process. Consequently, control over the film structure and stability can be achieved through manipulation of RF power.
To download the summary of the paper click here
To read more about Impedans Octiv VI Probe click here
Reference
B.E. Hennekamet al. et al, J Appl Polym Sci. 2020;e49288.