In the semiconductor manufacturing process, etching is an essential step that allows for the fabrication of complex circuit layouts, interconnects, and devices. Plasma etching is utilized to precisely remove layers of metal, photoresist, or other semiconductor materials from a wafer’s surface, thereby creating the intricate patterns required for integrated circuits. Below is an overview of the process and its significance in semiconductor manufacturing.
 Figure 1 Ideal etching process.
Figure 1 Ideal etching process.
Plasma etching can be conceptualised as a two- step process. First the wafer is introduced into a process chamber where plasma is generated with gases such O2, Cl2, CF4, SF6 depending on the surface material. The plasma consists of a mixture of ions, electrons, and reactive neutral molecules. Plasma wafer interaction results in etching the surface through multiple methods. There are different plasma etching mechanisms and recipes one can use for different etching applications.
Various types of plasma etching methods are used in industry as discussed below.
Etching plays a critical role in the semiconductor manufacturing process facilitating the creation of intricate patterns essential for integrated circuits. In addition to that, it is used in many key processes such as creating isolation region between different components, vias formation to provide electrical connection for multilayer geometries, surface cleaning, mask material removal and packaging of ICs etc.
Etching techniques are characterized by few metrics as discussed below in details.
Etch rate: It is the speed of the etching process for a material and is reported as the ratio of etched thickness to the time taken for the etching process. Higher etch rate increases the etch depth, while lower etch rate improves the precision. Etch rate is dependent on etching conditions that include the chemistry being used, process parameter and the equipment configuration.
 Figure 2 (a) Before etch and (b) after etch. (c) bad selectivity and (d) good selectivity.
Figure 2 (a) Before etch and (b) after etch. (c) bad selectivity and (d) good selectivity.
Selectivity: It is the ratio of etch rates between different layers of materials, typically a mask (used for patterning) and the etch rate of the material of interest. Figure 2(c) shows a bad selective etch, which not only removes the top layer but also removes a portion of the bottom layer. A highly selective etch is illustrated in figure 2(d). Selectivity can be adjusted with the selection of the mask: hard (like metals) or soft (like dielectrics) or by adjusting the process parameters
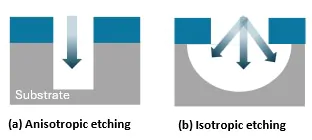 Figure 3 Schematic of (a) directional /anisotropic etching and (b) isotropic etching, showing material removed at the same rate in all directions.
Figure 3 Schematic of (a) directional /anisotropic etching and (b) isotropic etching, showing material removed at the same rate in all directions.
Anisotropic and isotropic etching: Anisotropic profiles produce vertical, sharp, well-controlled features as shown in figure 3(a). In this process, energetic ions etch in a highly directional manner, which is critical for creating vertical sidewalls in features like high aspect ratio trenches and vias. Isotropic etches undercut the masking layer and form round cavities with sloping sidewalls as shown in figure 3(b).
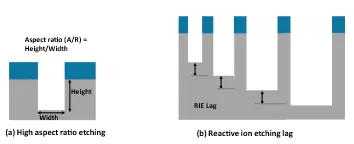 Figure 4 (a) Concept of aspect ratio and (b) reactive ion etching lag.
Figure 4 (a) Concept of aspect ratio and (b) reactive ion etching lag.
Aspect ratio (A/R): It is defined as the ratio of depth to width of an etched feature as shown in figure 4 (a). It is seen that as the aspect ratio of feature increases the etch rate decreases. This is called aspect ratio dependent etching (ARDE) or reactive ion etch lag (RIE- Lag) as shown in figure 4(b).
Uniformity: Uniformity shows the consistency of the etching speed throughout the wafer’s surface. If the etching speed varies at different areas of the wafer, then there will be inconsistencies in the etch depths. This could lead to malfunctioning chips.
Etching is a very complex process and encounter several challenges that can degrade the quality and performance of integrated circuits (ICs). Common challenges include:
The key to produce a successful etch profile lies in choosing the right plasma source with great control and enhanced understanding of plasma interactions with wafer surface. For instance, when aiming for precise bottom etching in high aspect ratio trenches, parameters like bias voltage and plasma power during the etch step are finely tuned for optimization.
Impedans aids in this process by facilitating real-time monitoring of various plasma surface interactions. Their Semion RFEA enables the measurement of ion energy and flux across large wafers, providing crucial insights. Using capillary plates with the Semion RFEA system to gather data for various aspect ratios can help to diagnose issues such as RIE lag. The Quantum RFEA expands this capability by offering live measurements of ion-to-neutral ratios, etching rate, as well as ion energy and flux.
Complementing these RFEAs, Impedans’ Octiv VI probe proves invaluable in gauging bias potential on the substrate, establishing a vital relationship between etch rate and bias voltages.
Semiconductor manufacturing is progressing at a rapid pace, with each new generation of technology decreasing the size and spacing of features and layers on ICs. Etching is a versatile and indispensable process for defining patterns, creating intricate structures, and ensuring the precise fabrication of integrated circuits. Challenges such as RIE- Lag and high aspect ratio etching become increasingly critical as feature dimensions shrink to accommodate higher circuitry density on a wafer. Impedans is continually enhancing the capabilities of its sensors to enable improved control and efficiency to mitigate the abovesaid challenges. Integrating Impedans RF sensors and RFEAs will help the industry achieve its goals of creating angstrom-sized features and multilayered 3D geometries, enabling higher chip density on a single wafer.
To know more about this technology contact us at info@impedans.com